
皆さんはシーケンス制御というものをご存じでしょうか?
電気の言葉は嫌だ、聞きたくないという方も多いかと思います。
私も機械工学科出身であり、電気の言葉というのはとても苦手です。
ただ、私、あなたの身近にシーケンス制御は多数存在しており、知らず知らずにシーケンス制御に触れているのです。
シーケンス制御とは、「あらかじめ定められた順序または手続きに従って制御の各段階を逐次進めていく制御」で、 日本工業規格(JIS)の旧規格 C0401 に定義されております。
定義を語ってもよくわからないというのが実情であり、例を申し上げますと、身近なものでエレベータや洗濯機などがシーケンス制御にあたります。
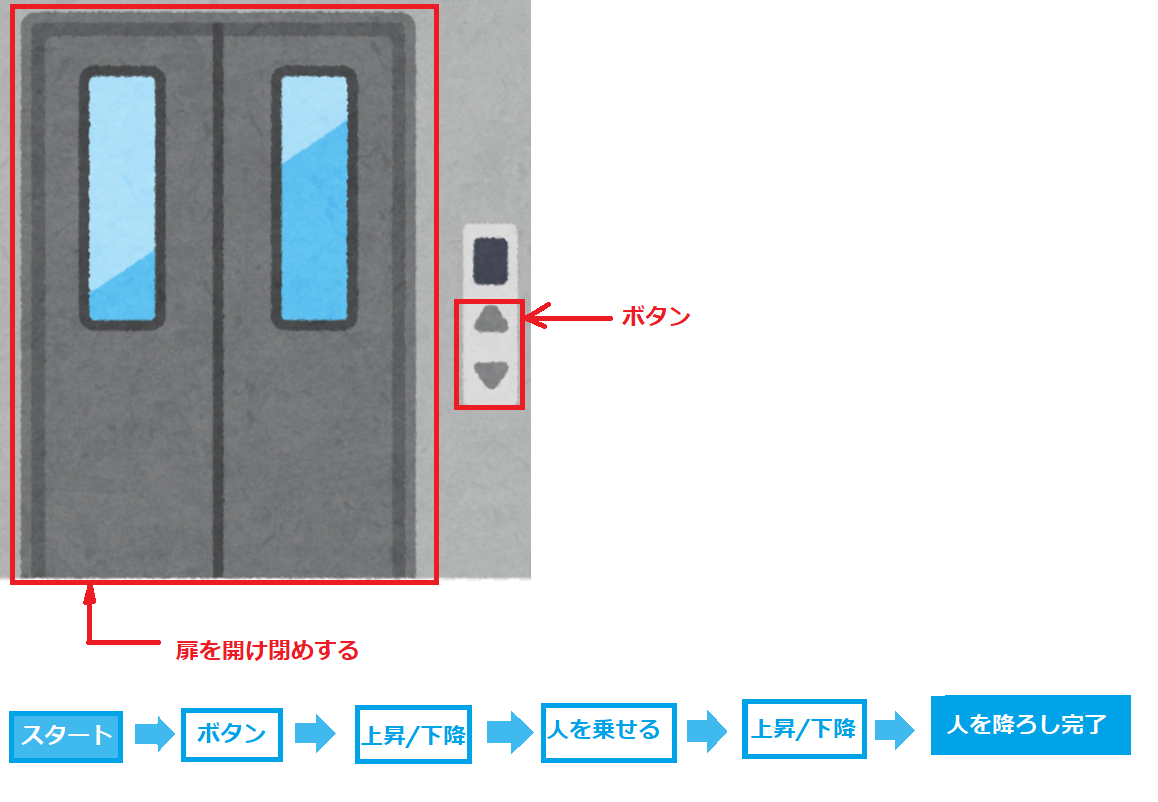

① あらかじめ定められた順序または手続き
エレベータ:上ボタンか下ボタンを押す
洗濯機 :洗濯する? すすぎする? 脱水する?
② 制御の各階段を逐次進めていく
エレベータ:押されたボタンの階層にエレベータが迎えに行く
迎えに行ったらエレベータ内のボタンが押され、目標とする階層へ行く
洗濯機 :洗濯を指定時間行い、すすぎを指定回数行い、脱水を指定時間行う
このように説明するとイメージが湧くかなぁと思います。
シーケンス制御を行うにはいくつか種類があり、「有接点シーケンス」「PLCシーケンス」です。
FA(ファクトリーオートメーション:工場の自動化)機械設備で多く用いられているのは「PLCシーケンス」であり、シーケンス制御をプログラム実行するCPUをPLC(シーケンサ)と呼んでおります。
広告
PLCシーケンス制御はラダー言語
PLCシーケンス制御はラダー言語を主としています。
それは、PLC(シーケンサ)が普及する前に、有接点シーケンス(リレーなどを用いて行っていた方法)が主流であり、有接点シーケンスで行われるは制御回路をラダーと呼びます。
しかし、有接点シーケンスでは複雑な制御を行う際にリレーを増やしたり配線を改造したりしたため、プログラムを修正する方が良いという考えでPLCシーケンス制御に置き換えられたため、ラダーベースでプログラムが記載されることが多いです。
海外ではFB(ファンクションブロック)や三菱電機製MR-J5シリーズなどはST(ストラクチャーテキスト言語)を使用しており、様々な言語が存在しておりますが、日本ではまだまだラダーがメインでしょう。
海外や三菱電機製MR-J5シリーズで使用されているFBやSTを使用しないのか。
たしかにFBですと接点やアウトコイルなどのステップ数削減が非常にメリットです。
ただ、FBのデメリットとしてモニタがしづらく、改造するのに新たにFBを増設しないといけないということが発生します。
STのメリットとしてはC言語のような記述方法ができます。
STのデメリットとしてはラダー言語ではなくなるため読み書きできる人が極端に減ってしまうことです。
ラダー言語が主流であるのは、上記のデメリットがあるというのと、初めに学習し実践したものがラダー言語であったためというのが大きいかと思います。
正直、デメリットばかりを見てラダーの方が良いという方がいるかと思いますが、それぞれにメリットもありますので、良いところを良い場面で使用できるようなプログラマーにならなければいけないかとは思いますが、現在はラダーで記述されているプログラムが多いです。
有接点シーケンス制御とPLCシーケンス制御の違い
有接点シーケンス制御
1.有接点リレーを使用
2.有接点リレーのため使用頻度によって寿命が早くなる
3.動作変更するには生産設備を止め配線を変更・リレーを追加する
4.入力信号のチャタリングに弱く、出力信号のチャタリングがある
5.簡単な制御であるなら有接点シーケンス制御の方が安価に製作可能 ※PLCシーケンス制御と比べて
PLCシーケンス制御
1.トランジスタ、フォトカプラを使用
2.部品消耗があるが理論上は半永久的に使用可能である。※交換する場合は一式取り換え
3.簡単な動作変更は生産設備を止めることなく変更することが可能。動作変更もプログラム変更のみ。
4.入力信号のチャタリングもプログラムでONディレー、OFFディレーが可能であり、出力信号もトランジスタでおこなっているためチャタリングは基本的にしない
5.簡単な制御でPLCシーケンス制御を使用するとコストが上がってしまう ※有接点シーケンス制御と比較
ここまで見ると基本的にPLCシーケンス制御の方が様々な改造に対応でき、プログラム変更で現場対応可能だと思いますが、コスト面を考えると有接点シーケンス制御の方が良いです。
参考価格ですが、
有接点リレーMY2N-D2が1個約¥2,000-程度 入出力合計32点×¥2,000- = ¥64,000-
PLC Q00UJCPU ¥46,000- + QX40 ¥19,000- + QY40 ¥19,000- = ¥84,000-
入出力合計が32点ともなればPLCを選定するのが良いと思いますが、有接点リレー4個で制御できるのであれば有接点シーケンス制御の方が価格メリットが出てくるでしょう。
広告
今後のPLC(シーケンサ)のシーケンス制御について
よくPLCシーケンス制御は今後なくなると言われておりますが、正直ここまでマルチ処理に優れたものを私は知らないですし、このマルチ処理をST言語やSFC言語、C言語などで再現するには難しいと思われます。
よく生産設備でダンマリ停止というものが発生してしまいますが、マルチタスク処理を行っているラダーでそれが発生するのであれば、ST言語やSFC言語、C言語ではもっとダンマリ停止が発生します。 ※プログラマーの技量の問題でもありますが。
つまり、生産設備で今後も使用されるのはPLCシーケンス制御であり、ラダー言語で記述されていくのは当然の流れかと思います。
どのような流れで世界が動くか私にもわからないので、未来のことはわかりませんが、私は5~10年はラダー言語で記述していくことは間違いないでしょう。
当然、FBやST言語やSFC言語、C言語にも良いところはあります。
それらの他言語の良いところをラダーに反映しプログラムを形成していくことが、自分自身の技術力を上げていくこととなると思います。
今後も様々な技術を発信していこうと思います。